
Static Pinning Film On To A Cast Film Extrusion Chill Roller – 995 Claw
Problem
Cast plastic film exits from the die in a semi molten (and hot) state directly on to a chill roller. As the plastic cools on the roller, it shrinks in width – known as ‘Necking’.
This is undesirable as it makes the finished film uneven and impairs quality.
Previously, compressed air jets have been used to hold the edges of the plastic at the desired width. This is costly, noisy and can leave excessive marking on the film.
Solution
A better system is to pin the edges using static electricity. The Meech 995-CLAW is specifically designed for this purpose.
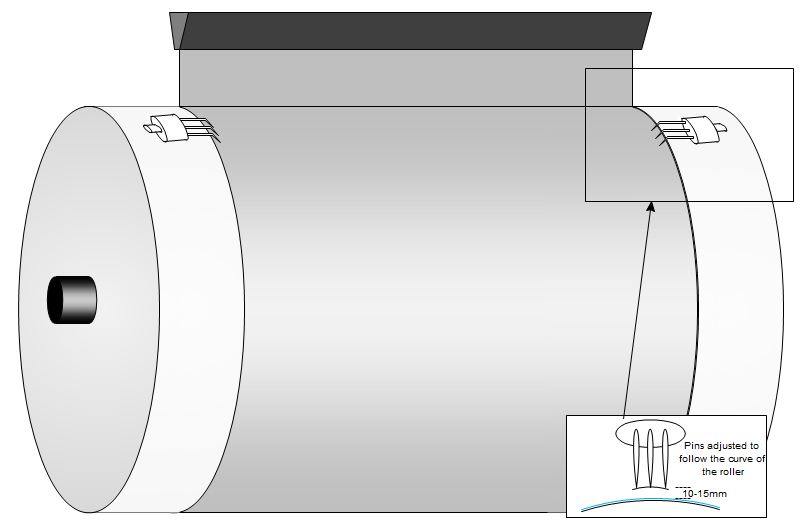
One pinning head is mounted either side of the film. The 25mm diameter mounting rod allows the use of standard industrial clamps, and provides lateral and rotational adjustment. Three flexible titanium pins can be positioned in an array to suit the application. Each pin is individually resistively coupled to provide powerful independent pinning, without the risk of sparks damaging the very expensive roller. The use of extended pins allows the operator more space to work when they are setting up the film at the start of a run.
Typically, a compressed air gun is used to push the film out to the desired width, at which point the pinning head pins are switched on and the film is held in place. An ideal installation will have a dedicated static generator for either side of the roller, to allow the two edges to be manipulated and pinned independently.
Meech recommend that the 995-CLAW is used with a 30KV 992v3 negative generator. The built in remote on/off control simplifies operation of the high voltage output; allowing the generator to be switched on by a simple switch mounted near the pinning head.
Setting up.
It is important to use the smallest amount of charge possible to hold the edge in position. The more charge you put in to the film, the harder the film will stick to the cold roller.
A film being removed from the cold roller with too much static will have an erratic wavy web path, and can result in material distortion. The more force that is needed to separate the film from the cold roller, the more likely the film will be released in an uncontrolled fashion.
Applying too much charge can also increase the tension of the film on the cold roller. This will run the risk of stretching the film, which is still not fully cured. This will show during rewinding, with poor roll edges.
The electrostatic charges induced into the film, will sit one on top of the other during the rewind. This can cause the film to telescope, also giving poor edge finish. It is therefore recommended that these charges be neutralised during the rewinding process.
Recommendations.
1. Use the pins in a single line, equal distance from the material being pinned.
2. Use minimal power required to hold the film in position.
3. A distance of 10-15mm between the pins and the film surface, allows for a softer charge over a wider area, reducing the risk of distortion of the material.
4. Neutralise the film prior to rewinding.
Download- Related Products
Related Products
 995 Claw Style Edge Pinning
995 Claw Style Edge Pinning
Product Code: A995-CLAW-1
The 995 Edge Pinning Claw is a powerful pinning head intended for use on cast-film lines