
Alineación de parisones durante la fabricación de botellas pequeñas
Problema
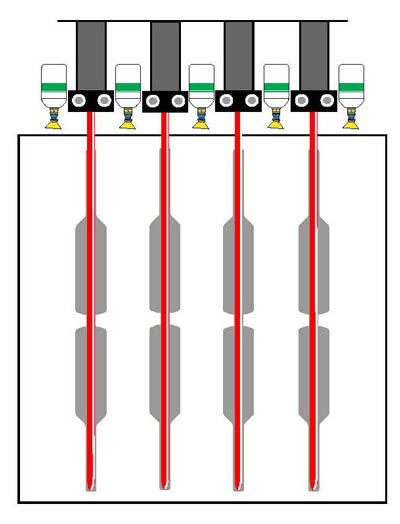
Los cabezales de extrusión pequeños colocados muy juntos dan como resultado altas tasas de deflexión en los parisones y un bajo rendimiento debido al pellizco del molde. El área abierta limitada alrededor de los cabezales de extrusión y la parte superior del molde provoca una barrera de tierra de proximidad para suministrar ionización a los parisones.
Solución
Meech recomienda la instalación de 261 boquillas flexibles para introducir un flujo de aire ionizado entre los parisones. Esto evita la deflexión del parisón sin enfriarlo. El tamaño compacto de la boquilla 261 permite colocarla encima de la herramienta del molde para entregar flujos de aire a lo largo de la longitud de los parisones, limitando el contacto con la herramienta del molde. Esta solución ha permitido producir pequeños contenedores de doble cavidad, donde las soluciones anteriores que utilizaban cortinas de aire ionizadas y barras ionizantes no proporcionaban la penetración entre las herramientas del molde.
Descargar