
Alignement des paraisons lors de la fabrication de petites bouteilles
Problème
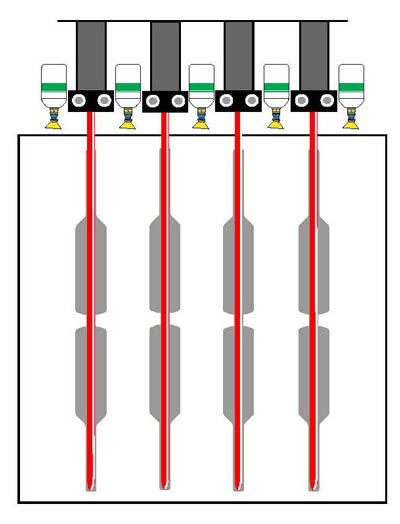
Les petites têtes d'extrusion rapprochées entraînent des taux de déflexion élevés dans les paraisons et un faible rendement en raison du pincement par le moule. La zone ouverte limitée autour des têtes d'extrusion et du dessus du moule crée une barrière de terre de proximité pour fournir l'ionisation aux paraisons.
Solution
Meech recommande l'installation de 261 buses Flexi pour introduire un flux d'air ionisé entre les paraisons. Cela empêche la déviation de la paraison sans refroidir la paraison. La taille compacte de la buse 261 lui permet d'être positionnée au-dessus de l'outil de moulage, pour délivrer des flux d'air sur toute la longueur des paraisons, limitant ainsi le contact avec l'outil de moulage. Cette solution a permis de produire de petits conteneurs à double cavité, là où les solutions précédentes utilisant des rideaux d'air ionisés et des barres ionisantes ne permettaient pas la pénétration entre l'outil de moulage.
Télécharger