
Static Problems With Wicketing Machine Bagging Lines
Problem
During the bag making process, there are many problems caused by static charges, or aided by applying a static charge.
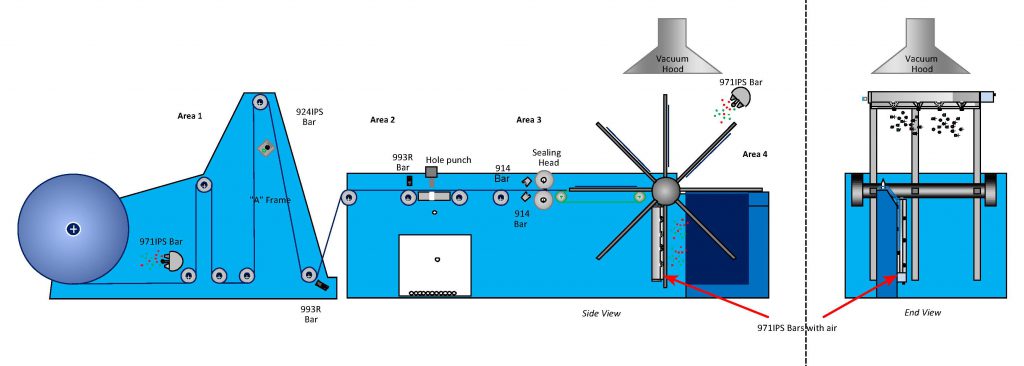
Area 1:
- Static charges generated by the unwinding material will attract contamination to the material. This has a major impact for food packaging.
- The web is then folded over the “A” frame trapping static charges inside the two layers.
Area 2:
- The addition of a gusset to the bag: the material needs to be held in place to prevent the gusset from moving out of alignment.
- Where a reinforcing strip of plastic is required to strengthen the handle section of the bag, this needs to be held in position.
- The punching of a handle through the material can cause the bag to open and stick to the punch.
Area 3:
- Static charges on the material entering the sealing and cutting process will cause the material to stick to rollers and fail to feed onto the wicketing conveyor belts.
Area 4:
- Static charges on the bags being placed onto the pegs will cause the bags to push apart and not hang vertically. This will result in the bags being pulled off the pegs by the wicketing arms.
- Not controlling the static charges through the production process, will cause customer issues as the bags will fail to open properly.
- High static charges on the single bags cause a major problem at the bag collating area, especially on high-speed machines.
Solution
Many antistatic systems have been evaluated in this application. Although adequate for slow machines, they are not fully effective on the newer high-speed machines. To allow maximum efficiency the recommended static control system below will optimise the production process:
Area 1:
- The use of a long-range ionising bar such as the 971-30 kV Pulsed DC bar will prevent the attraction of contamination to the material.
- Using a 924IPS bar prior to folding ensures the charges are removed from the inside face of the web, reducing the impact of static on the finished product.
Area 2:
- Applying a static charge, using a 993R bar and generator, to bond only the gusset in position, will prevent material movement and alignment issues.
- Applying a static charge, using a 993R bar and generator, to the web and the reinforcing strip will temporarily lock the two layers into position prior to being heat welded together.
- Applying a static charge, using a 993R bar and generator, to the top edge of the web temporarily bonds the material together, preventing the punch from separating the layers.
Area 3:
- The compact size of the 914 AC bars allows high powered ionisation to be delivered, removing static charges that have been generated during the production process.
Area 4:
- Two Meech 971IPS bars are required during the wicketing process. The first bar removes charges from the bags as they pass on the wicketing arms. The second uses a small quantity of compressed air, blowing ionisation continuously over the bags on the pegs, preventing charges being regenerated during the application of the next bag onto the pegs.
- Related Products
Related Products
 971 Pulsed DC Bar
971 Pulsed DC Bar
Product Code: 971
The 971 Pulsed DC bar delivers powerful, long range ionisation to control static electricity on a wide range of printing, converting and process machinery.
 915 Anti-Static Bar
915 Anti-Static Bar
Product Code: 915
Fast and powerful static control for high-speed applications with effective ionisation up to distances of 150mm.
 904 Power Supply
904 Power Supply
Product Code: 904
The Meech Model 904 is a constant voltage AC power supply, designed to provide a 7kV source for Meech AC ionising equipment.