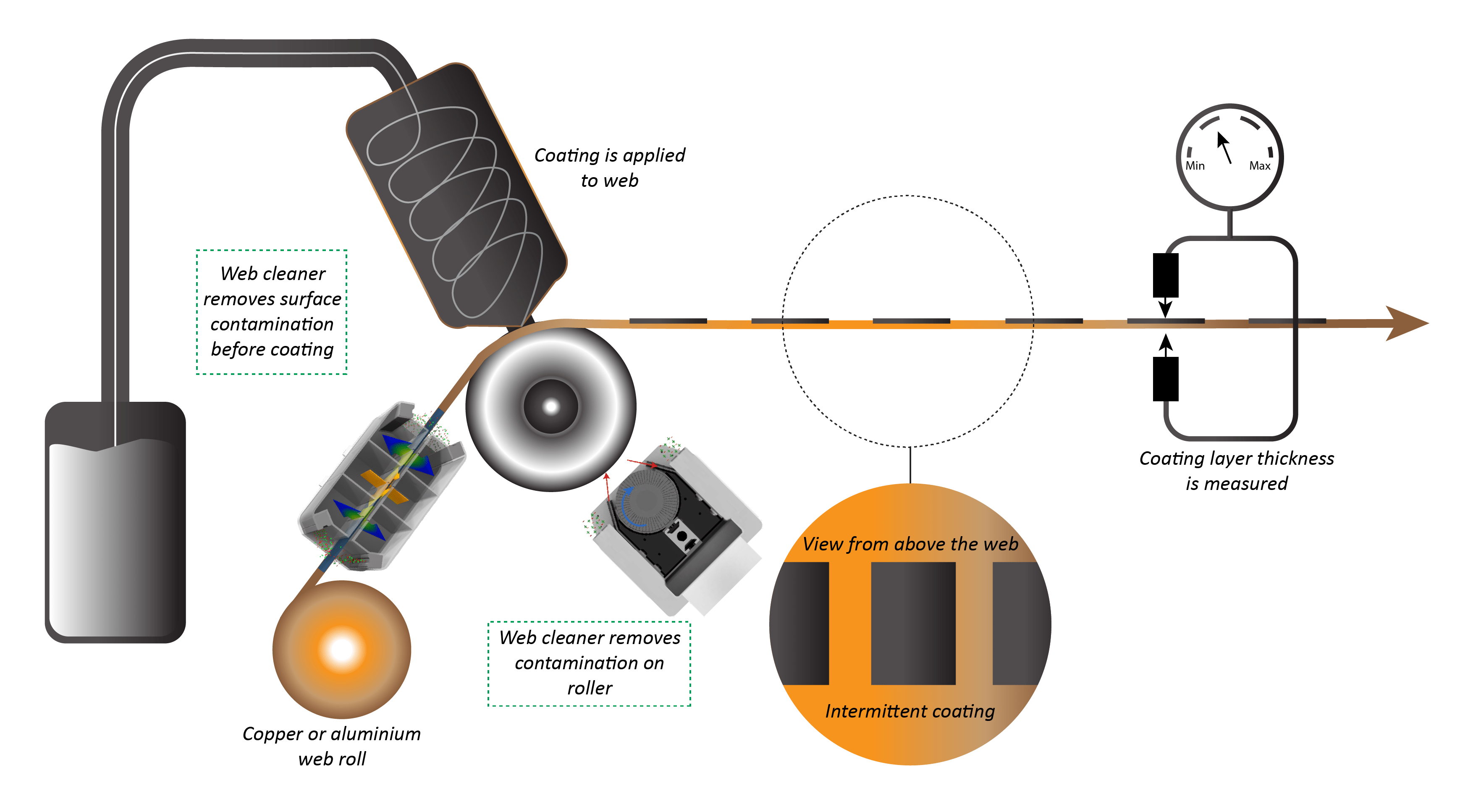
Prior to the coating stage of the copper/aluminium web, we recommend the use of a web cleaner on the substrate to remove any surface contamination that may impact the thickness and quality of the coated web. By removing the contamination at this stage, it ensure no unwanted particles are trapped within the layers, affecting the battery performance down the line.
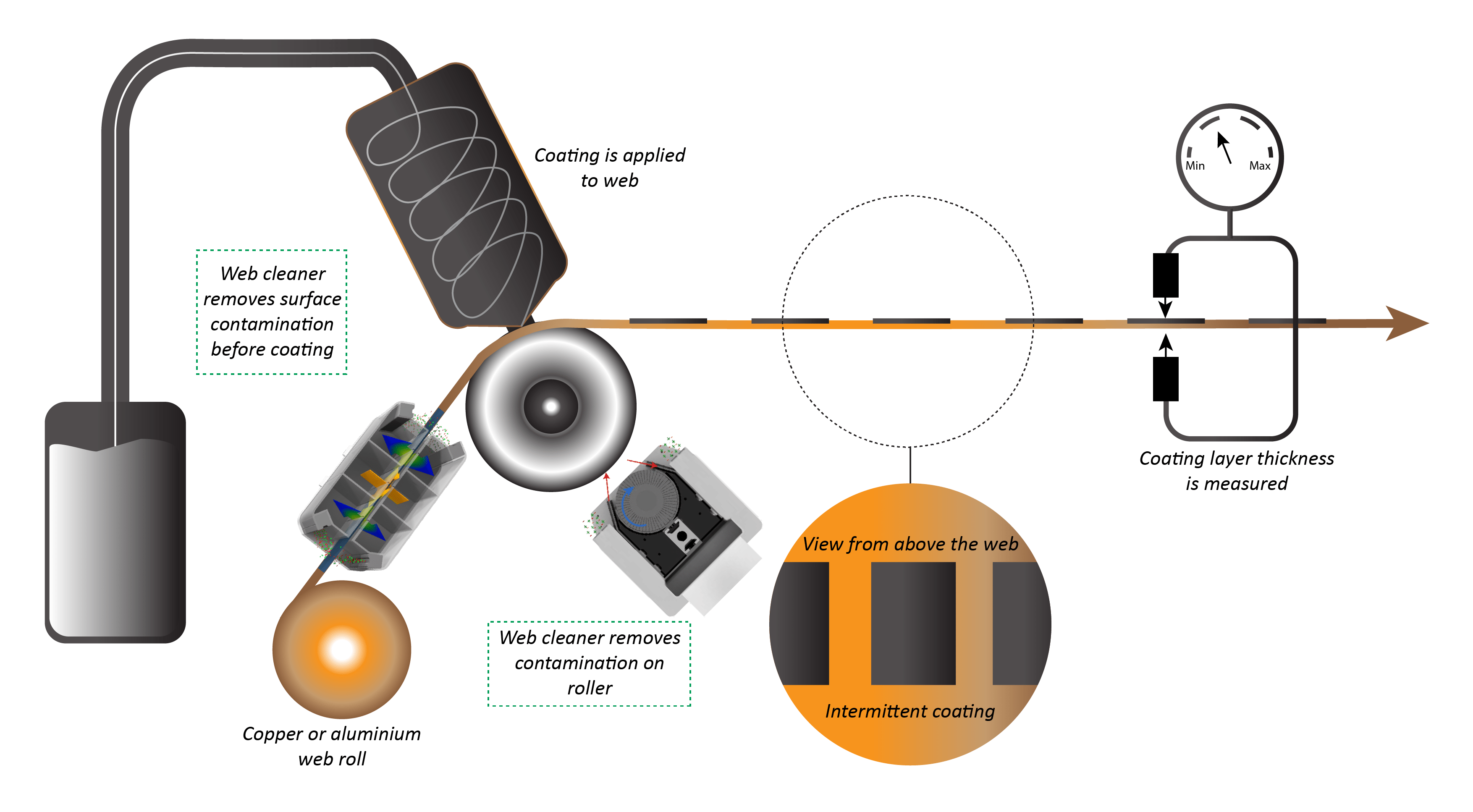
To avoid the imprinting of any contamination from the roller itself to the substrate coating we suggest the use of either our CyClean-R which is ideal for use on a roller, or our contact RoClean. This will effectively clean the roller of any contamination to ensure there is no transmission to the web.
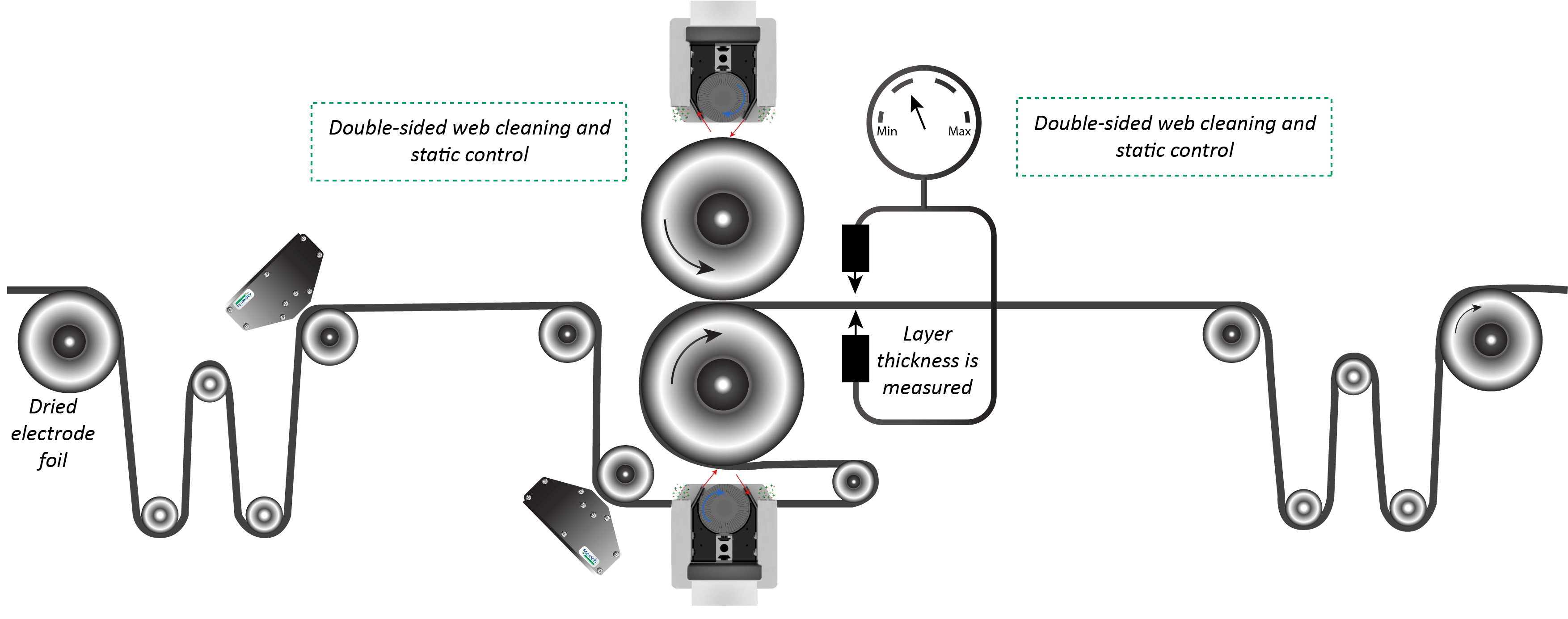
During this stage, the web and coating layers are compressed together to the correct thickness, activating the coating on the web itself. Cleaning the web prior to this critical stage prevents contamination being trapped between the layers themselves.
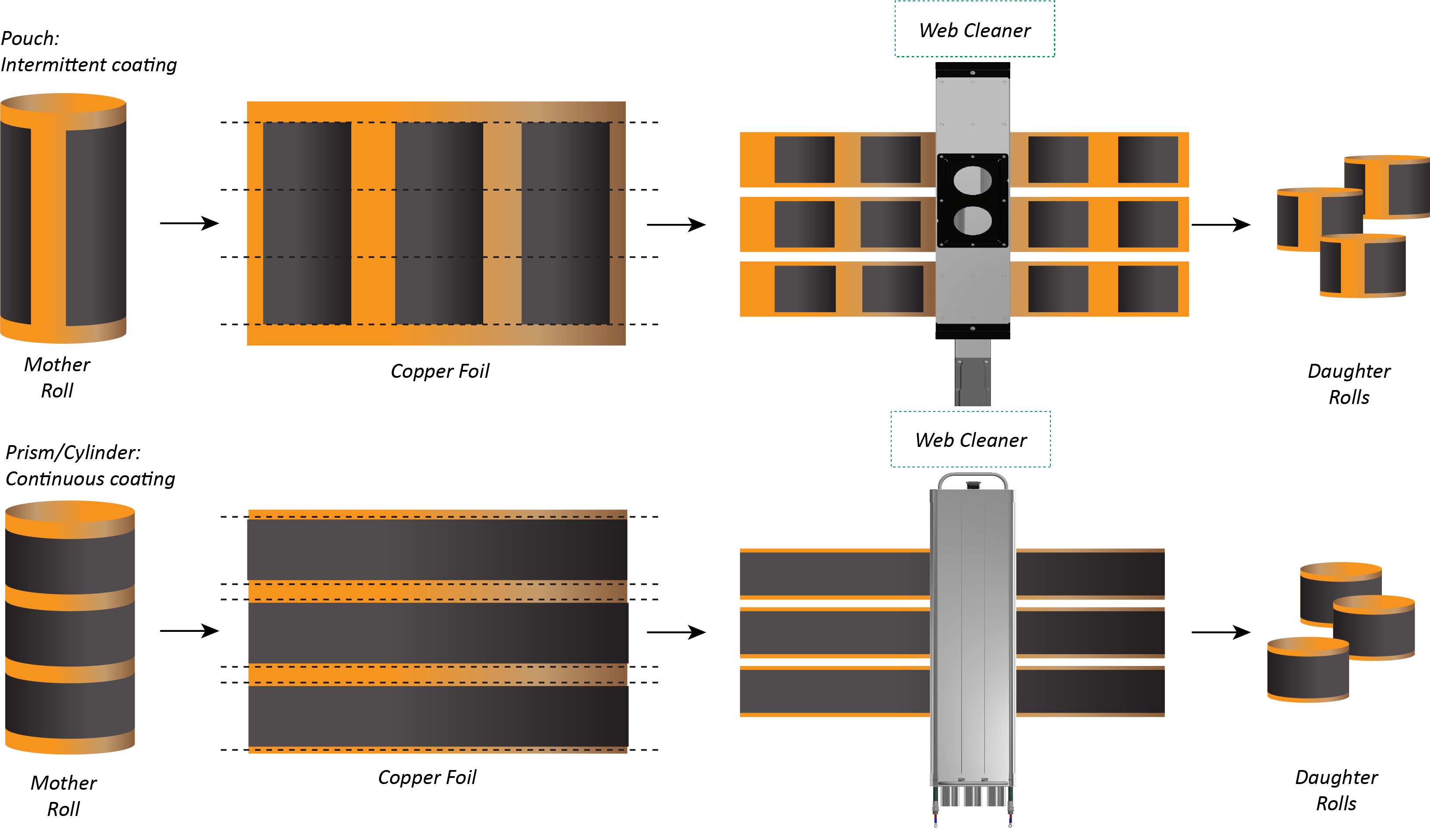
The slitting process can cause a lot of debris which can contaminate the coated web substrate. The use of a web cleaner at this stage ensures that the particles are removed from the surface of the web and filtered away from the operating atmosphere to avoid re-contamination. With such a high risk of contamination at this stage, cleaning is imperative to avoid the risk of future electrical shortages and expensive rejects.
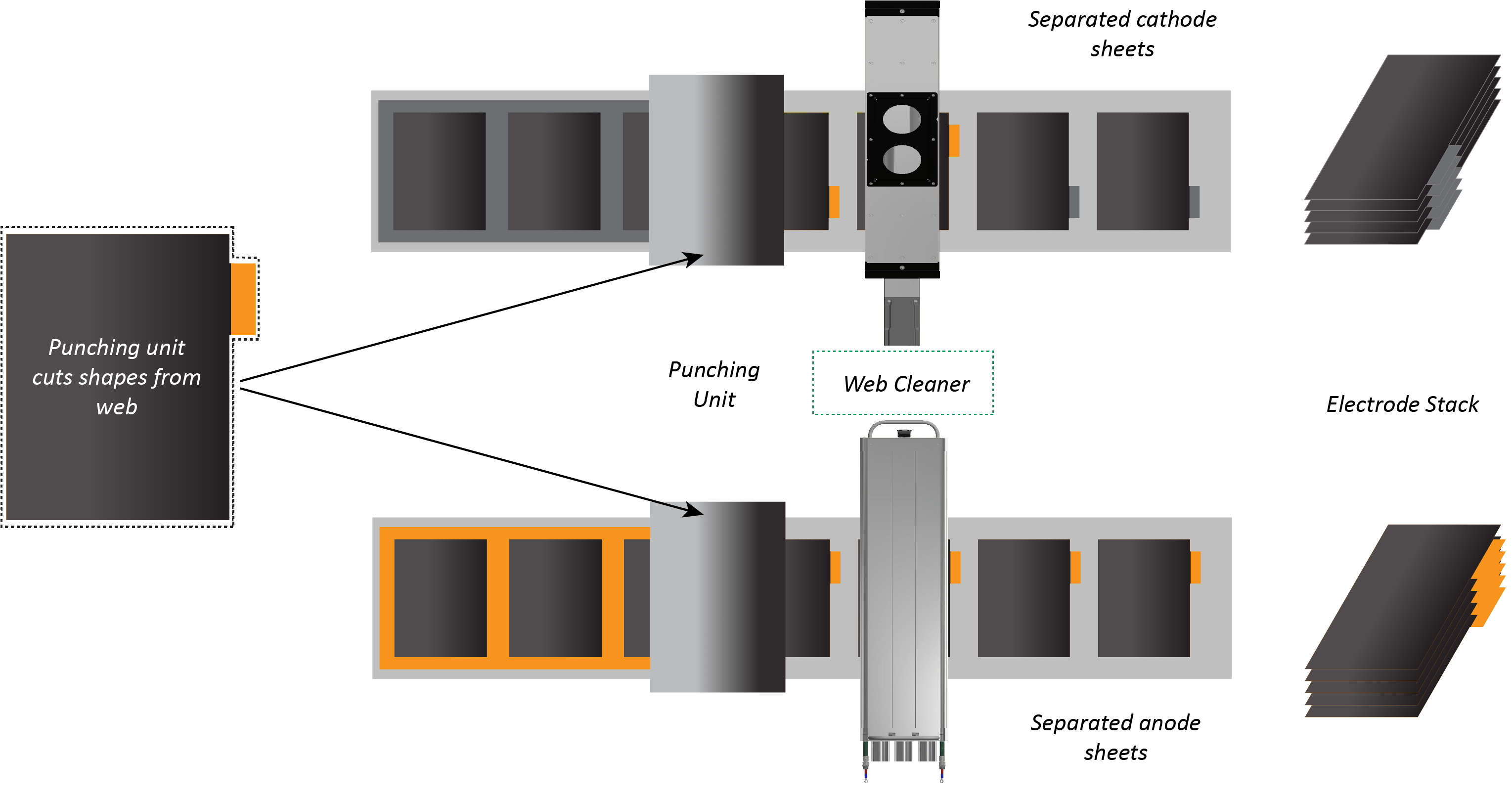
Similar to the post-slitting stage, during electrode cutting, particles and debris can contaminate the web. In order to avoid this, web cleaning at this stage will clean the surface of the substrate, leading to clean and clear separation layers.
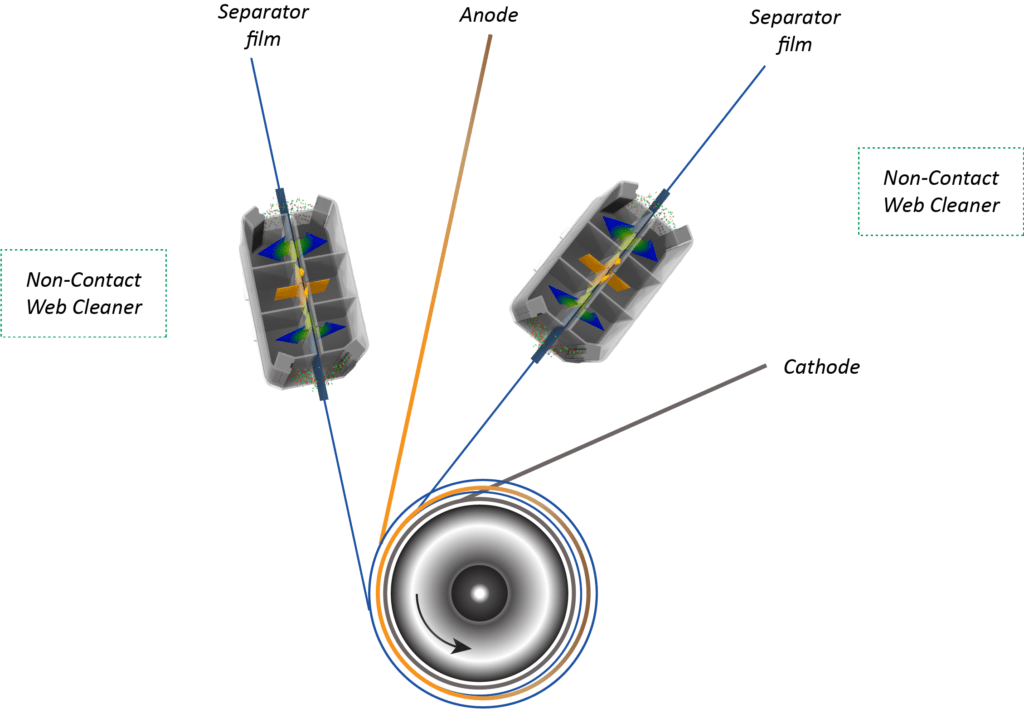
At the winding process we suggest a number of solutions for the best results. Prior to winding, surface cleaning of the substrate is recommended to not trap contamination within the battery film wind. To overcome static issues, which can be both dangerous and extremely detrimental to the battery performance, effective static control should also be introduced. This will neutralise any static charges caused by the winding process.